





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}


We grind the entire floor surface to remove laitance — the weak top layer of concrete — and achieve a Concrete Surface Profile (CSP) of 3 or higher. This creates the mechanical bond the Novolac system requires to hold.

Slabs with elevated Moisture Vapor Emission Rates (MVER) will blister any coating from below. We test every slab and apply a moisture-mitigating primer where needed before any coating goes down.

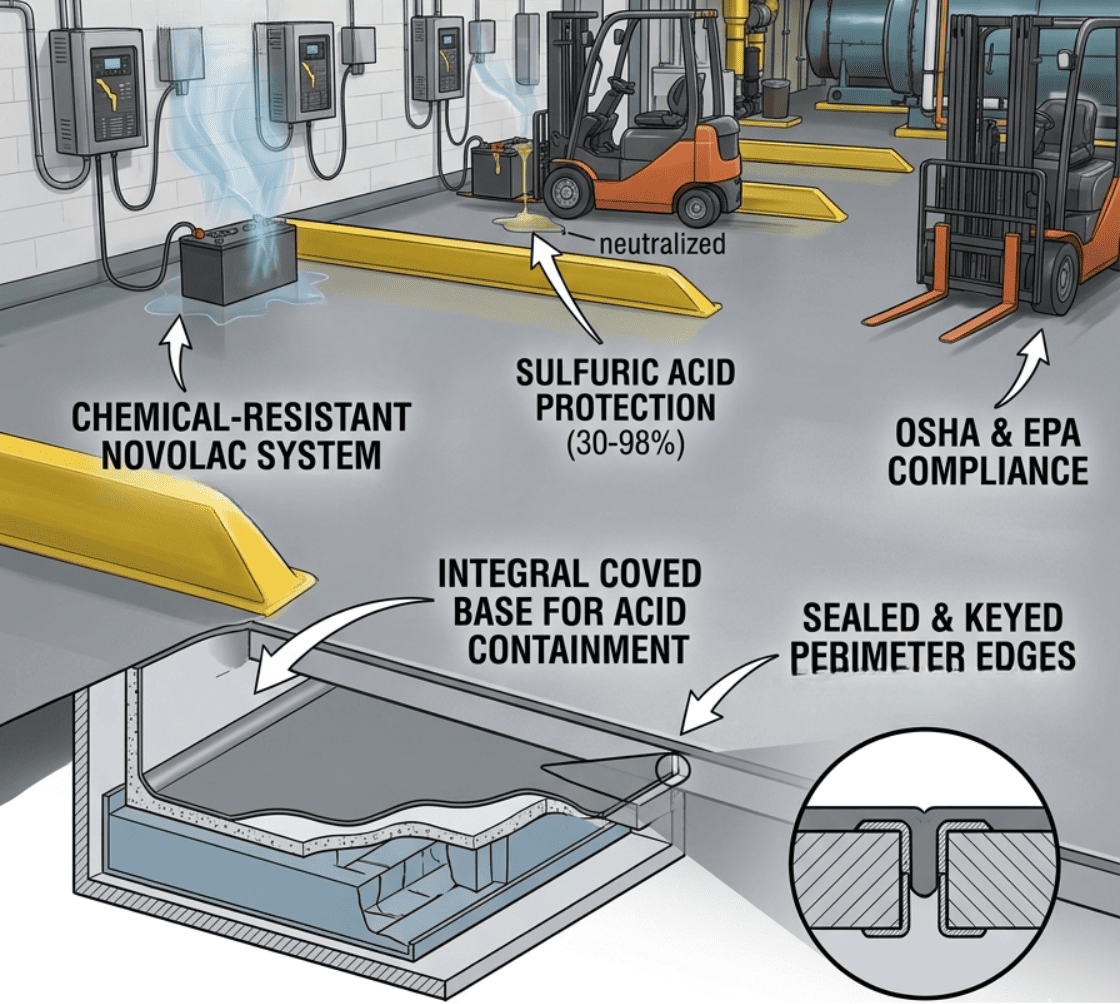
We don't paint over cracks. We chase them out, fill them with structural epoxy, and seal all expansion joints with chemical-resistant flexible polyurea — keeping the system seamless while accommodating building movement.

We mechanically key out the perimeter so the coating has a permanent anchor at every wall transition. This is the step that prevents edge delamination under years of forklift loading.
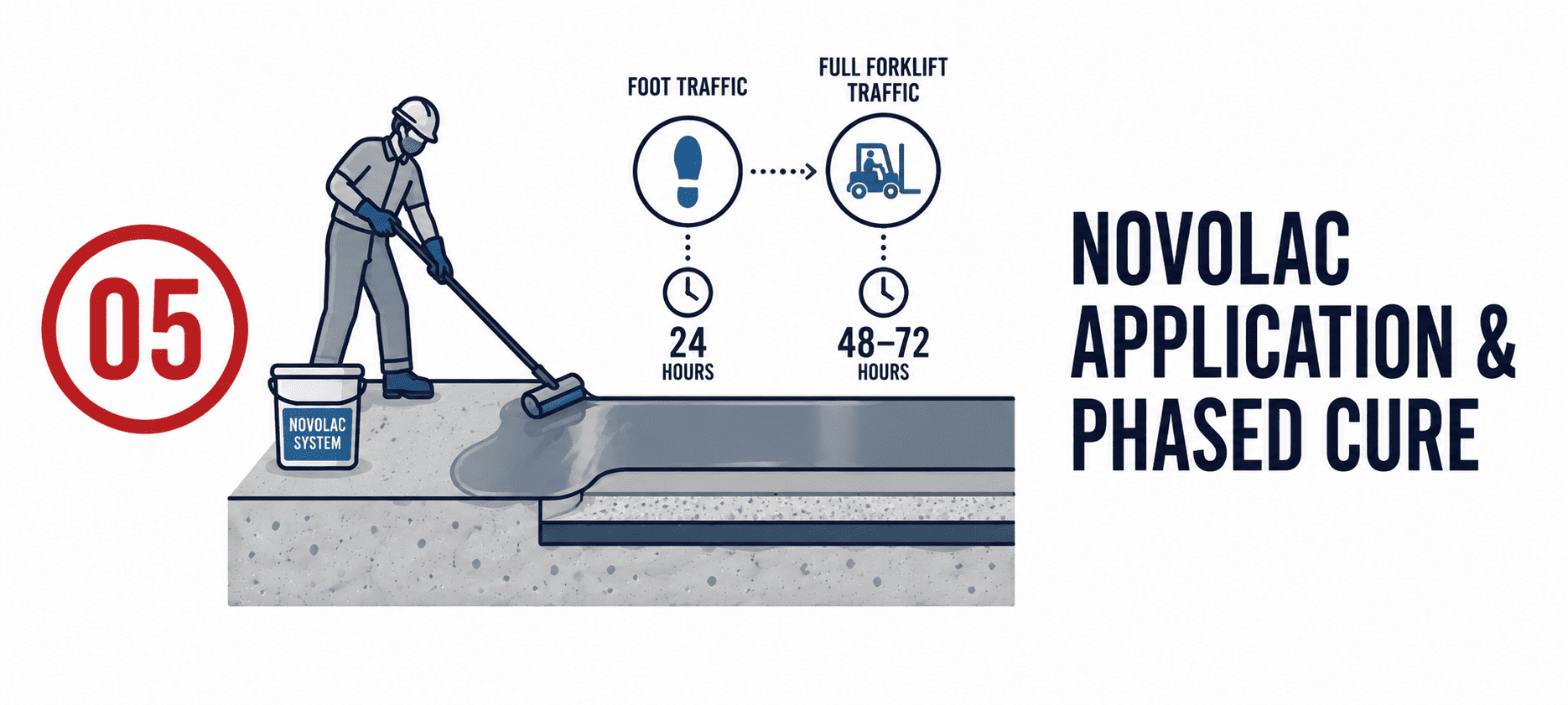
We apply the Novolac system in coordinated phases to minimize facility downtime. Most installations support foot traffic within 24 hours and full forklift traffic within 48 to 72 hours.








{kind=link}
{kind=link}
{kind=link}
{kind=link}